Let’s face it – there are a TON of half pipe jacketed reactors out there in the Chemical Processing and Bioprocessing Industries. It might seem as though there might be one and only one way to go about fabricating the half pipe jacket, but there are several methods that can be employed to attach the half pipe and they range from barely adequate to fully optioned. As you might imagine, the cost range is also very wide from low-end to high-end and it’s difficult (impossible?) to determine from a distance what design and fabrication methods were utilized.
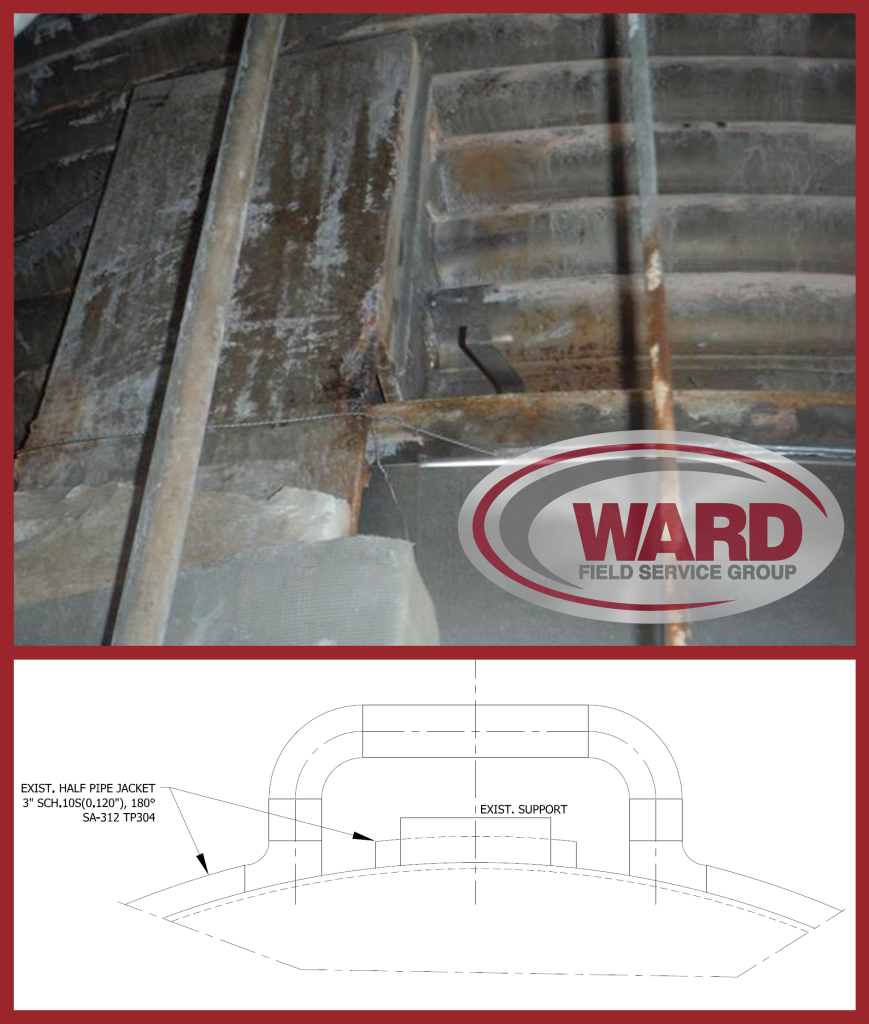
We repair a lot of half pipe reactors that have been built to the “lower-end” of the quality range. Some designs require that the vessel support legs/lugs be placed over some areas of half pipe. This design is somewhat common and ensures maximum surface area of half pipe.(Ed note: We have never repaired any half pipe reactors manufactured by Ward’s proprietary Bluemax process…)
One downside of this design is that, if there are ever problems with the half pipe behind/under the supports, major surgery is required to perform a proper repair.
Over the years, several customers have had significant issues with failures in half pipe underneath support leg structures, due to a combination of poor initial build quality and process cycling. We (and others) made “best effort” repairs to avoid cutting away portions of the supports, but those repairs never lasted long. We devised a clever method for using pipe jumpers the same size as the half pipe to jump each wrap of half pipe over the support structure. While not a quick or simple fix, solved their leak issues while maintaining fluid flow and minimizing pressure drop. It allowed a one-time fix to give many years of trouble-free service going forward until it was time to replace the reactor.