Know Your Metal (Pt. 2): Stainless Steel – Shiny, but Sensitive!
Previously in the Series…
In June, we kicked off Know Your Metal with a look at carbon steel—the dependable, no-frills workhorse of the fabrication world. This month, we head into shinier (and pickier) territory with stainless steel: a metal that looks great, resists corrosion, and will absolutely turn on you if you treat it like carbon steel.
The Stainless Steel Snapshot
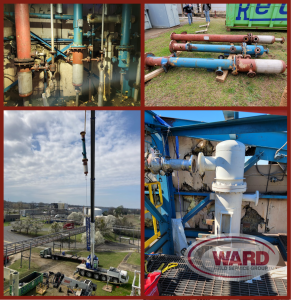
Austenitic Stainless Steel is a material many of our clients love to specify and welders love to question. From Tanks and Columns to Process Piping, Pressure Vessels and Shell & Tube Heat Exchangers, it brings corrosion resistance, strength, and clean appearance—if you handle it correctly. If not, stainless will stain, crack, warp, and turn your weld into a sugared mess faster than you can say “argon bottle’s empty.”
Here at Ward, stainless is one of our most frequently welded alloys—more common than carbon steel in most of our customers’ pressure vessel and exchanger projects.
The Good: Why It’s So Commonly Specified
- Corrosion-resistant: The chromium content in stainless forms a passive oxide layer that protects it—as long as you don’t sensitize it off during processing/welding.
- Aesthetic appeal: Clients love how it looks. Engineers and Operators love its compatibility with clean and sterile processes.
- Widely available: Whether you need 304, 316, or something more exotic like 317, suppliers usually stock it.
The Bad: What Can Ruin Your Day
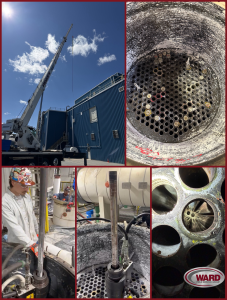
- Sugaring (oxidation): If you don’t purge the backside properly or shield the weld adequately, your beautiful weld becomes a black, crusty mess—often hidden until it fails inspection.
- Chloride stress corrosion cracking (CSCC): That perfectly-welded equipment might fail if you use the wrong cleaning agent or expose it to chlorinated water in the “Goldilocks” temperature range.
- Distortion: Stainless doesn’t just expand when hot—it warps like it holds a grudge.
- Contamination: Using carbon steel tools, wire wheels, or even a rag from the wrong pile can embed particles that rust later and ruin a passivated surface.
Ward Wisdom: Real Lessons from the Field
- The Dirty Rag Incident: One well-meaning helper wiped down a stainless weld with what he thought was a clean shop towel. It had been used earlier around carbon steel grindings, and the weld later showed rust blooms after hydrotest. That rag lives on in our training slide deck under the heading: “Just Because It’s White Doesn’t Mean It’s Clean.”
- The Disappearing Purge: On a job in South Carolina, a purge hose came loose mid-weld, but no one realized until the root pass was done. The result? Sugaring that looked like someone barbecued the inside of the pipe. It was a perfect lesson in anchoring purge lines—and ensuring adequate back-side purge gas coverage and flow.
- Sometimes, You Just Can’t Fix It: A pressure vessel was in need of an alteration, adding a few nozzles for process changes. The welders commented that the material “wasn’t welding right”. After many attempts using different methods and some crafty ultrasonic testing, the vessel was diagnosed with Chloride Stress Corrosion Cracking (Cl-SCC) due to poor water treatment. The remedy was additional significant repairs to the vessel. Other vessels weren’t as lucky and headed off to the scrap yard.
Tips from the Trenches
- Back purge everything you can: Don’t shortcut it. Use a flowmeter, diffuser, vent, and anchor your purge line so it doesn’t snake out mid-weld. If you can’t purge it, hopefully you have access to the back side so you can back grind/gouge the sugar and perform a two-sided weld.
- Separate tooling: Dedicated stainless brushes, clamps, and grinders only. Lock things up if you have to. Color-coding your consumables are the only way to go here.
- Fit-up matters: Gaps too wide or too tight can increase oxidation and warping. You’re not just making a weld—you’re protecting a finish. You have to plan ahead for way stainless moves so you can nail your dimensions and tolerances.
- Cool it down: Let parts rest between passes to avoid warping. If you’re chasing heat, you’re chasing problems.
All-in-all, Stainless Steel is a supremely versatile material for use in processing equipment. Understand it and treat it with respect and you’ll likely have equipment that will have a long life and give great payback.