Vessel Head Repair
Ward was called on to repair a section of the bottom head on a stainless steel half pipe reactor. This required that we remove sections of the half pipe on the head to allow access for the repair. The customer had planned to decommission the half pipe on the bottom head, as it had not been used for some time.
There were linear indications clearly seen by dye penetrant examination in the base metal of the head where the half pipe was once welded. We tried excavation and weld repair of these areas, but that proved ineffective due to continued cracking. The diagnosis was Stress Corrosion Cracking, most likely brought on by chlorides present in the cooling/heating water system.
Stress Corrosion Cracking (SCC) is often very difficult and sometimes impossible to repair. Typically, the only solution is to remove the affected area and replace with new material. It is critical that you remove all the SCC areas in the margins of the repair or there will certainly be struggles with making the welds, as the heat input from welding exacerbates the cracking.
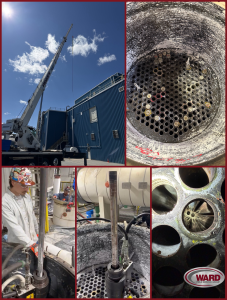
At this point, the customer was in a bind, as they were planning to be back online the next day making product. Ward got to work on a solution, which included expediting the order of a new dished-only head and cutting out the affected section to prepare for the installation of the new head section. This reactor required 100% X-ray on all welds due to its service and original requirements.
Using Phased Array UT, Ward was able to carefully remove the affected area while confirming that all other areas were clear. The new 1″ thick head section, a flush patch as required by NBIC R-Stamp guidelines, was welded into place with X-ray confirming that all was well.
With the likelihood of future issues related to SCC on this head, the customer has made plans to have Ward back to replace the entire dished head section during a future extended outage.
Please consider Ward for your next technically challenging pressure vessel repair project!