Identifying the right processes can save time, money, and headaches
It’s hard to overemphasize the importance of welding in fabrication of Process Industries equipment. A large percentage of what you’re paying for is welding, including the work that goes into weld procedure creation as well as training/qualification of the welders performing the work. With such a large portion of your investment in a project earmarked for welding, wrong decisions can be very costly, sometimes leading to catastrophic failure, unplanned shutdowns or worse. Getting the welding right, from selection of a highly experienced fabricator to working with that contractor to identify the right processes, can save time, money and help you avoid serious production problems.
Welding Processes Overview
SAW: Submerged Arc Welding, commonly referred to as sub-arc.
- Automatic process
- For thicker materials
- Used for longitudinal and circumferential welds on shells and heads in shops
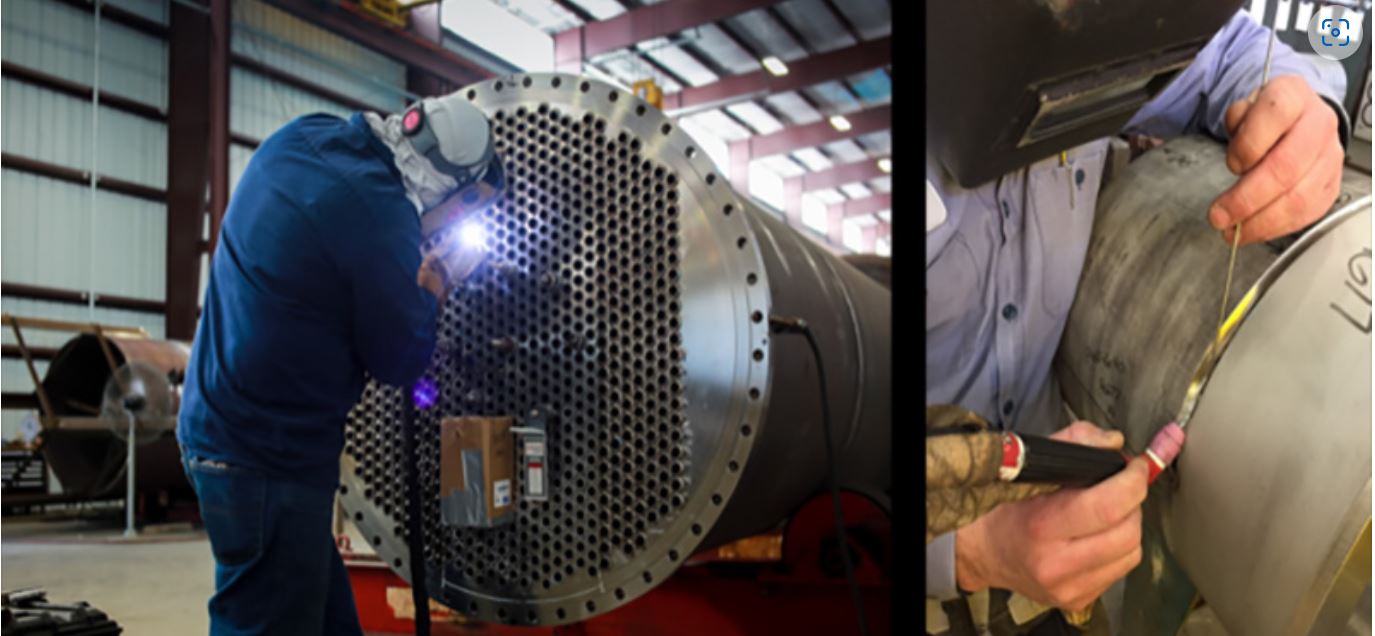
GTAW: Gas Tungsten Arc Welding, commonly referred to as TIG.
- Manual process
- For thinner materials or root pass of one-sided welds
- Very labor intensive
- Most versatile, very high quality
GMAW: Gas Metal Arc Welding, commonly referred to as MIG.
- Semi-automatic process
- Weld arc is shielded by gas
- Filler metal is solid wire
FCAW: Flux-Cored Arc Welding, commonly referred to as flux-core.
- Semi-automatic process
- Most efficient process in terms of labor, if conditions are right
- Filler metal is tubular shaped, with flux in the core. The flux shields the weld arc.
SMAW: Shielded Metal Arc Welding, commonly referred to as stick.
- Manual process
- Can be used in dirty, damp, or windy environments
- Outdated process rarely used in modern shops
Selecting the best weld process for your project depends on the engineering, the design, the process, and the customer specifications for the best weld to use on each joint. “It’s easy for people to make certain assumptions about welding, and I think it can really drive delivery, it can drive price, and it can drive quality,” explains Chris Grice, Vice President of Field Services at Ward Vessel & Exchanger. “That is why they should be at least slightly informed about the different styles of welding and the pros and the cons of each.”
Within arc welding, the most popular overall process for Chemical Processing Industry (CPI) and refinery equipment fabrication, there are many options from which to choose. These include TIG welding (GTAW), submerged-arc welding (SAW), flux-cored arc welding (FCAW), MIG welding (GMAW), stick welding (SMAW), electroslag welding (ESW), atomic hydrogen welding (AHW), carbon arc welding (CAW), and electro gas welding (EGW). But with so many possibilities, how do you know which is the optimal process for your equipment?
There is a perception among some in the industry that TIG should always be the default welding method when fabricating or repairing heat exchangers, vessels and other operating equipment. “It’s great quality if you have the right guys doing it, but it’s expensive and slow in most cases, when compared to the other processes,” according to Bob Besh, Vice President of Production at Ward Vessel & Exchanger. “There are customers who almost always request only TIG welding. Then we tell them how much the TIG-only option costs, and they start to think twice about whether that really makes sense.”
 Although Ward does offer TIG welding as an option and it might be the best choice for some projects, another process might save time and money as well as lengthen equipment’s service life. Identifying the optimal welding process starts with providing an RFP detailing all process conditions and requirements, then digging deeper when evaluating the bids. The evaluation stage could include a fabricator site audit as well as a question and answer session. “It’s not so important that you ask good questions to qualify a fabricator,” points out Besh. “It’s more important to listen to the types of questions that fabricator is asking the customer about the piece of equipment. If they’re not asking any questions, it should be a red flag because they’re not analyzing it to the depth to be able to understand the requirement and be able to bid it with the correct weld processes and methods.”
Although Ward does offer TIG welding as an option and it might be the best choice for some projects, another process might save time and money as well as lengthen equipment’s service life. Identifying the optimal welding process starts with providing an RFP detailing all process conditions and requirements, then digging deeper when evaluating the bids. The evaluation stage could include a fabricator site audit as well as a question and answer session. “It’s not so important that you ask good questions to qualify a fabricator,” points out Besh. “It’s more important to listen to the types of questions that fabricator is asking the customer about the piece of equipment. If they’re not asking any questions, it should be a red flag because they’re not analyzing it to the depth to be able to understand the requirement and be able to bid it with the correct weld processes and methods.”
There is no substitute for experience. Without it, you can’t just go to Google or an industrial guide for all of the answers. Within a particular process, top fabricators like Ward know how to use trial and error to dial in the exact best-case weld for the job. It also pays to have years of experience designing mock-ups for customers, performing lab analyses, and building an in-house library of weld micrographs. “When you buy a basic heat exchanger from us, you’re getting the knowledge and experience of our fabricators and our QC Programs as well as a design of what works and what doesn’t work, even though you’re not paying for it,” explains Besh. “That’s what is different about us versus a lot of shops that are just building carbon steel heat exchangers for the refinery world and are never going to that level on those joints. You’re not getting the level of knowledge or experience during the design stage of the joint or the fabrication on that joint.”
Although there are code-minimum requirements, many customers specifying certain materials, have higher standards that require more testing, such as for ferrite in duplex welds. “If you’re not experienced in doing that same testing on those exact materials, you’re going to fail those tests until you figure out exactly how to weld it within a narrower range than what the code allows,” notes Bill Huffman, Director of Engineering at Ward Vessel & Exchanger. “You’ll fail a whole lot of tests that the customer is requiring and have to cut out welds and reweld them. If things go really wrong, you could have leaking welds.”
Onsite audits are a best practice that helps ensure you are working with a contractor that avoids these problems and the many others that can arise in the fabrication process. “Visit your vendor,” recommends Grice. “We want people to come see us. From an inspection audit standpoint, we welcome it because we know we are prepared, and we’re good at it. If you’re just dealing with things on the phone or email, it’s not quite the same as setting foot in two or three shops and really comparing and contrasting them.
Ward fabricates with carbon steels, specialty alloys, duplexes, nickel and high nickel alloys, using a SAW, FCAW, TIG and other welding processes. Our engineering, production, and skilled craftsmen work with customers, asking the right questions and providing dependable answers, to meet their unique needs. For more information or to request a quote, contact Adam Renstrom, Regional Sales Manager (Houston) at 704-972-5518, or Chris Grice, Vice President of Field Services (Charlotte) at 704-972-7332.