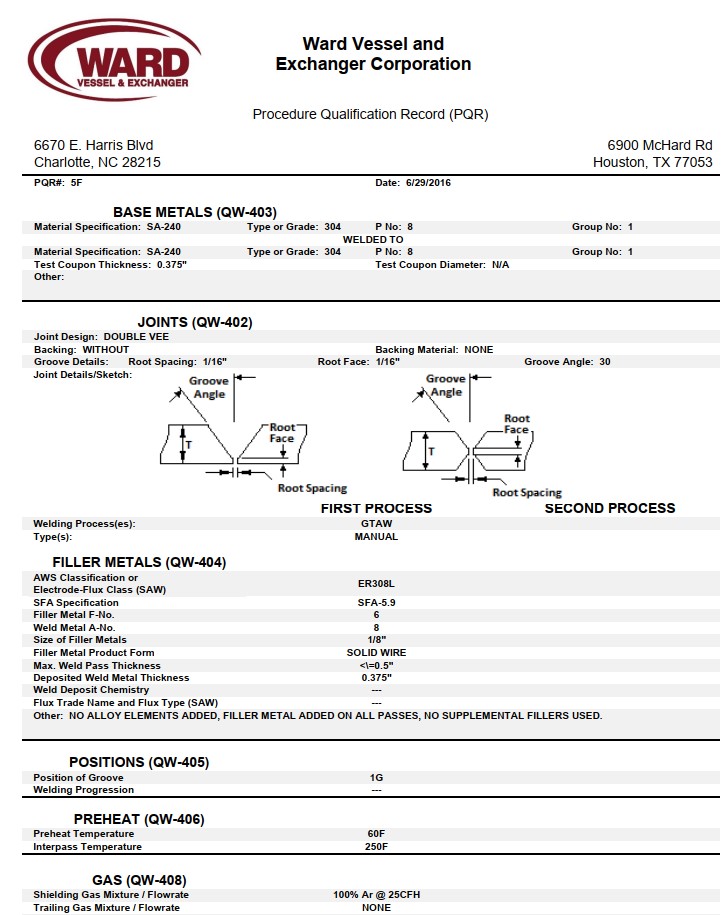
La st month, we highlighted ASME Section IX weld procedures and want to dive into the procedure qualifications this month. Every weld procedure that a fabricator uses needs to be qualified before it can be used. Procedure Qualification Records (PQR’s) are the documents that record those qualifications. To demonstrate that a weld procedure (WPS) can produce a weldment that meets all the required mechanical and metallurgical properties, a weld coupon is made and tested. The PQR records all the welding parameters used for the coupon, and the results of all testing performed such as bend and tensile tests. The PQR is permanently kept with the weld procedure as evidence that the WPS is valid. Multiple PQR’s are usually associated with each weld procedure, to increase the allowable range of welding parameters for the weld procedure. For example, a certain WPS might have one PQR made with heat treatment, and another one made without heat treatment. That way, the weld procedure can be used for either situation.
st month, we highlighted ASME Section IX weld procedures and want to dive into the procedure qualifications this month. Every weld procedure that a fabricator uses needs to be qualified before it can be used. Procedure Qualification Records (PQR’s) are the documents that record those qualifications. To demonstrate that a weld procedure (WPS) can produce a weldment that meets all the required mechanical and metallurgical properties, a weld coupon is made and tested. The PQR records all the welding parameters used for the coupon, and the results of all testing performed such as bend and tensile tests. The PQR is permanently kept with the weld procedure as evidence that the WPS is valid. Multiple PQR’s are usually associated with each weld procedure, to increase the allowable range of welding parameters for the weld procedure. For example, a certain WPS might have one PQR made with heat treatment, and another one made without heat treatment. That way, the weld procedure can be used for either situation.