Ward’s Best Practices for Welding these Corrosion Resistant Alloys
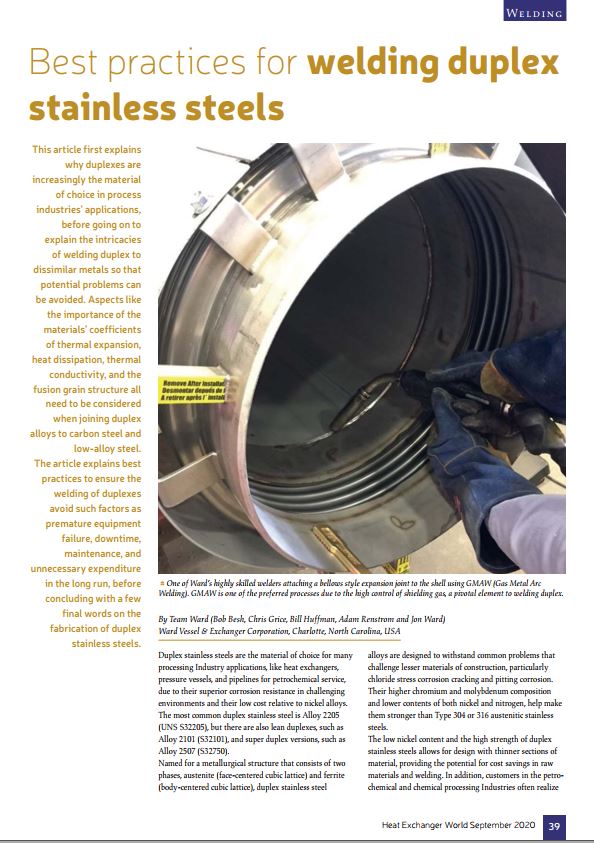
Duplex stainless steels are the material of choice for many Processing Industry applications, like heat exchangers, pressure vessels and pipelines for petrochemical service, due to their superior corrosion resistance in challenging environments and their low cost relative to nickel alloys. The most common duplex stainless steel is Alloy 2205 (UNS S32205), but there are also lean duplexes, such as Alloy 2101 (S32101), and super duplex versions, such as Alloy 2507 (S32750).
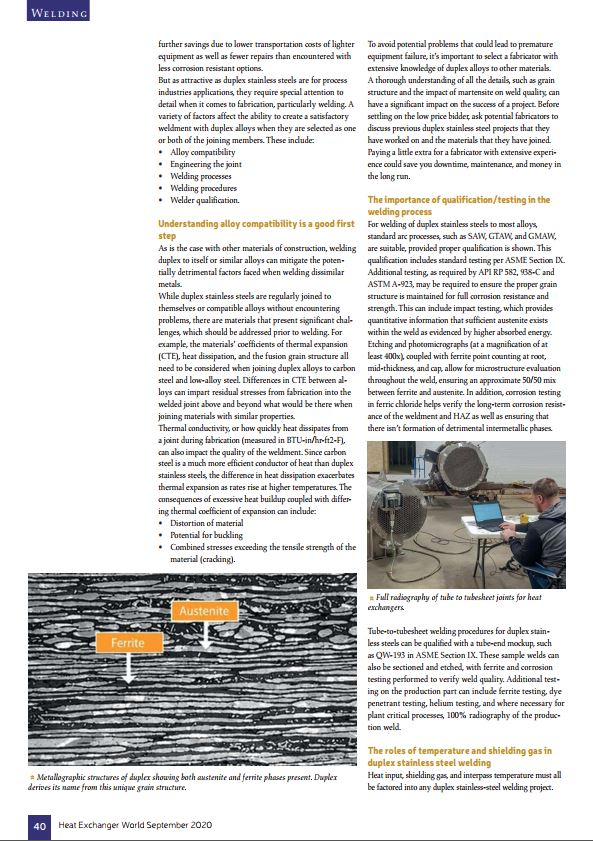
Named for a metallurgical structure that consists of two phases, austenite (face-centered cubic lattice) and ferrite (body-centered cubic lattice), duplex stainless steel alloys are designed to withstand common problems that challenge lesser materials of construction, particularly chloride stress corrosion cracking and pitting corrosion. Their higher chromium and molybdenum composition and lower contents of both nickel and nitrogen, help make them stronger than Type 304 or 316 austenitic stainless steels.
The low nickel content and the high strength of duplex stainless steels allows for design with thinner sections of material, providing the potential for cost savings in raw materials and welding. In addition, customers in the Petrochemical and Chemical Processing Industries often realize further savings due to lower transportation costs of lighter equipment as well as fewer repairs than encountered with less corrosion resistant options.
But as attractive as duplex stainless steels are for Process Industries applications, they require special attention to detail when it comes to fabrication, particularly welding. A variety of factors affect the ability to create a satisfactory weldment with duplex alloys when they are selected as one or both of the joining members. These include:
- Alloy compatibility
- Engineering the joint
- Welding processes
- Welding procedures
- Welder qualification
Understanding Alloy Compatibility is a Good First Step
As is the case with other materials of construction, welding duplex to itself or similar alloys can mitigate the potentially detrimental factors faced when welding dissimilar metals.
While duplex stainless steels are regularly joined to themselves or compatible alloys without encountering problems, there are materials that present significant challenges, which should be addressed prior to welding. For example, the materials’ coefficients of thermal expansion (CTE), heat dissipation, and the fusion grain structure all need to be considered when joining duplex alloys to carbon steel and low-alloy steel. Differences in CTE between alloys can impart residual stresses from fabrication into the welded joint above and beyond what would be there when joining materials with similar properties.
Thermal conductivity, or how quickly heat dissipates from a joint during fabrication (measured in BTU-in/hr-ft2-F), can also impact the quality of the weldment. Since carbon steel is a much more efficient conductor of heat than duplex stainless steels, the difference in heat dissipation exacerbates thermal expansion as rates rise at higher temperatures. The consequences of excessive heat buildup coupled with differing thermal coefficient of expansion can include:
- Distortion of material
- Potential for buckling
- Combined stresses exceeding the tensile strength of the material (cracking)
To avoid potential problems that could lead to premature equipment failure, it’s important to select a fabricator with extensive knowledge of duplex alloys to other materials. A thorough understanding of all the details, such as grain structure and the impact of martensite on weld quality, can have a significant impact on the success of a project. Before settling on the low price bidder, ask potential fabricators to discuss previous duplex stainless steel projects that they have worked on and the materials that they have joined. Paying a little extra for a fabricator with extensive experience could save you downtime, maintenance, and money in the long run.
The Importance of Qualification/Testing in the Welding Process
For welding of duplex stainless steels to most alloys, standard arc processes, such as SAW, GTAW, and GMAW, are suitable, provided proper qualification is shown. This qualification includes standard testing per ASME Section IX. Additional testing, as required by API RP 582, 938-C and ASTM A-923, may be required to ensure the proper grain structure is maintained for full corrosion resistance and strength. This can include impact testing, which provides quantitative information that sufficient austenite exists within the weld as evidenced by higher absorbed energy. Etching and photomicrographs (at a magnification of at least 400x), coupled with ferrite point counting at root, mid-thickness, and cap, allow for microstructure evaluation throughout the weld, ensuring an approximate 50/50 mix between ferrite and austenite. In addition, corrosion testing in ferric chloride helps verify the long-term corrosion resistance of the weldment and HAZ as well as ensuring that there isn’t formation of detrimental intermetallic phases.
Tube-to-tubesheet welding procedures for duplex stainless steels can be qualified with a tube-end mockup, such as QW-193 in ASME Section IX. These sample welds can also be sectioned and etched, with ferrite and corrosion testing performed to verify weld quality. Additional testing on the production part can include ferrite testing, dye penetrant testing, helium testing, and where necessary for plant critical processes, 100% radiography of the production weld.
The Roles of Temperature and Shielding Gas in Duplex Stainless Steel Welding
Heat input, shielding gas, and interpass temperature must all be factored into any duplex stainless-steel welding project. Although there are other things to take into account when fabricating equipment with duplex stainless steel alloys, these are the important elements to consider when developing a set of welding procedures:
- Heat input is a major contributor to the thermal cycle of the weldment and, therefore, assists in proper grain formation during cooling. The specific heat input for a weldment has to be controlled within the value reflected by the welding procedure qualification. Too much heat will negatively affect the grain structure and corrosion resistance, while too little heat can cause problems with weld penetration and fusion.
- Shielding gas plays an important role in welding of duplex stainless steels. Duplex is unique in that nitrogen plays a major role in both the formation of austenite as well as the pitting resistance of the weldment (as little as 0.05% in the lean duplexes and up to 0.40% in some of the super duplexes.). For maximum corrosion resistance, 2% nitrogen in the shield and no more than 5% in the purge is recommended. This prevents the escape of atomic nitrogen during welding. Excessive nitrogen can cause embrittlement of the material, and all production gases should be closely monitored. Duplex is more sensitive to atmospheric gases and, therefore, extra care should be taken with welding equipment and selection of gas lines, flow rates, gas lenses, water-cooled MIG guns, etc. to control any possible contamination of the shielding gas.
- Interpass temperature is the temperature at which subsequent weld runs (each passage of an electrode or torch) are deposited. With duplex stainless steel alloys, proper control of interpass temperature limits the thermal cycle of the weldment and controls the weld metal’s microstructural development. Cooling below 250°F, and in some cases less, prevents excessive heat buildup, which can result in formation of intermetallic phases. The higher the grade of duplex (for example, super duplex), the more sensitive it is to heat input during welding. On critical path welds, maintaining a tighter range (higher start temperature and lower interpass temperature) can result in more uniform microstructure and minimize grain structure issues caused by multipass welds.
Getting a Duplex Stainless Steel Project Right Requires More than Basic Welding Skills
Additional thought must be given to the welders themselves. Just because their previous welding projects have passed bend or radiographic testing, doesn’t ensure that they have the requisite experience to weld duplex stainless steel grades. Asking a fabrication shop to demonstrate its background working with these and other materials of construction, can be the difference between a successful project and equipment that doesn’t pass final inspection.
In addition, following these best practices will help ensure the quality of a duplex stainless steel project.
- Test for detrimental intermetallic phases using ASTM A923 Method C test.
- Consider running the full range of testing performed in the Procedure Qualification.
- Monitor heat input, along with interpass temperature, during welding of the coupon as well as production welding.
- Final testing of the weldment for ferrite between 40% and 65% or tighter ranges depending on the application.
A Final Word on Fabricating with Duplex Stainless Steels
Duplex stainless steel properties offer many advantages over 300 series stainless steel alloys and other materials, including higher strength and corrosion resistance in many processing environments. They are also more expensive than some of these materials, so getting the project right from start-to-finish is vital. Planning pre-project visits (in person or virtual) to establish a prospective fabricator’s level of expertise in working with these and other special alloys is a step in the right direction.
“At the end of the day, if you’re discussing duplex fabrication with a fabricator, and they’re not talking about the importance of heat input, interpass weld temperatures and final ferrite readings, then you’re not talking with someone who’s going to bring the proper solution to the table for you,” according to Jon Ward, President at Ward Vessel & Exchanger.
For more information about Ward Vessel & Exchanger’s capabilities and experience building long-lasting petrochemical and CPI equipment with duplex stainless steels and other alloys, visit wardvesselandexchanger.com or contact our shop at (704) 568-3001 or sales@wardve.com.
The following is the article as published in Heat Exchanger World – September, 2020 Edition.