We always like to showcase the big equipment but we enjoy building the small ones too!
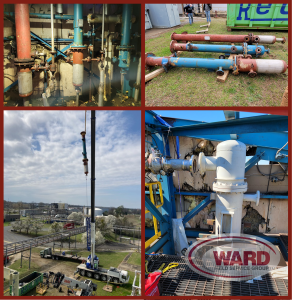
Here’s a look at a unique project that Ward recently completed this past month which is a great example of all Ward has to offer from engineering design, intricate machining, handling scope change, logistics coordination, and finally to extensive non-destructive examination coupled by the highest quality welding. This solid Alloy 20 manifold heads up a 3-part internal coil bank of its parent vessel for one of our customers in the Gulf Coast, and had “the book thrown at it.” It underwent positive material identification, dye penetrant testing, pickling, ultrasonic testing (both straight beam and phased array), and radiographic testing. Due to the critical service and significant stresses it’s subjected to, this manifold started off by being machined from a raw forged rectangular block by a 5-axis CNC machine to allow the coil pipe connections to be integral with the main body to reduce stress. Then, the manifold was polished to a 32RA max finish inside and out and had critical radii manually crafted into the pipe coil junctions to eliminate any potential stress risers. It was then subjected to 100% phased array UT to ensure integrity throughout and had an end cap and elbow welded on with joints of ¾” thickness. These welds had to be meticulously cleaned prior to and during welding, had special customer requested welding parameters that required constant heat maintenance, and were subject to 100% RT. As the heart of the equipment it is a part of, this manifold was handled with great care by the Ward Team, and did not only meet the stringent integrity requirements, but it also looks good!